Лет 20–30 тому назад оцинкованные ванны, тазы, баки и ведра были единственными емкостями для дома, в них купали детей, стирали одежду, готовили пищу для домашних животных и т. д.

Ванна оцинкованная
Затем металл заменил пластик, изделиями из него удобнее пользоваться, он имеет огромное разнообразие форм и размеров. Но есть у пластмассы несколько очень существенных недостатков.
| Недостаток | Описание |
|---|---|
| Малая физическая прочность | Пластик не выдерживает резких динамических и средних статических нагрузок. Особенно этот недостаток заметен на товарах недобросовестных производителей, они повышают рентабельность за счет использования вторичного сырья и уменьшения толщины стенок изделий. Вторичный пластик получают после переработки первичного, все первоначальные свойства понижаются в разы. А тонкие стенки делают некоторые вещи одноразового пользования. |
| Низкие температурные показатели | Ни одна емкость из пластика не выдерживает температуру кипения воды. Это намного сужает сферы использования таких емкостей. |
| Крайне негативная реакция на жесткое ультрафиолетовое излучение | Сегодня для увеличения стойкости пластиков в них добавляются специальные инновационные добавки. Но даже эта технология не может гарантировать длительный период пользования ванной на открытом воздухе. Дело в том, что ультрафиолетовые лучи нарушают прочность межатомных связей полимерных молекул. Они теряют пластичность, становятся хрупкими, малейшие ударные нагрузки образуют трещины. |

Ванны из пластика и акрила имеют невысокую прочность, не отличаются долгим сроком службы
Из-за таких недостатков приходится часто покупать новые ванны, виртуальная экономия превращается в реальные убытки. В связи с этим многие пользователи опять обращают внимание на изделия из оцинкованной листовой стали. При должном умении, старании и наличии специального оборудования многие емкости из оцинкованной стали можно сделать самостоятельно. Мы не говорим, что это легко и просто, мы подчеркиваем, что для изготовления понадобятся исходные условия. Начинать следует с простейших изделий, на них освоить главные приемы жестянщика, приобрести минимальный практический опыт, а только потом браться за изготовление сложных товаров.

Оцинкованная ванна-корыто

Емкость объемом 70 литров

Дно ванны

Длина ванны

Высота ванны
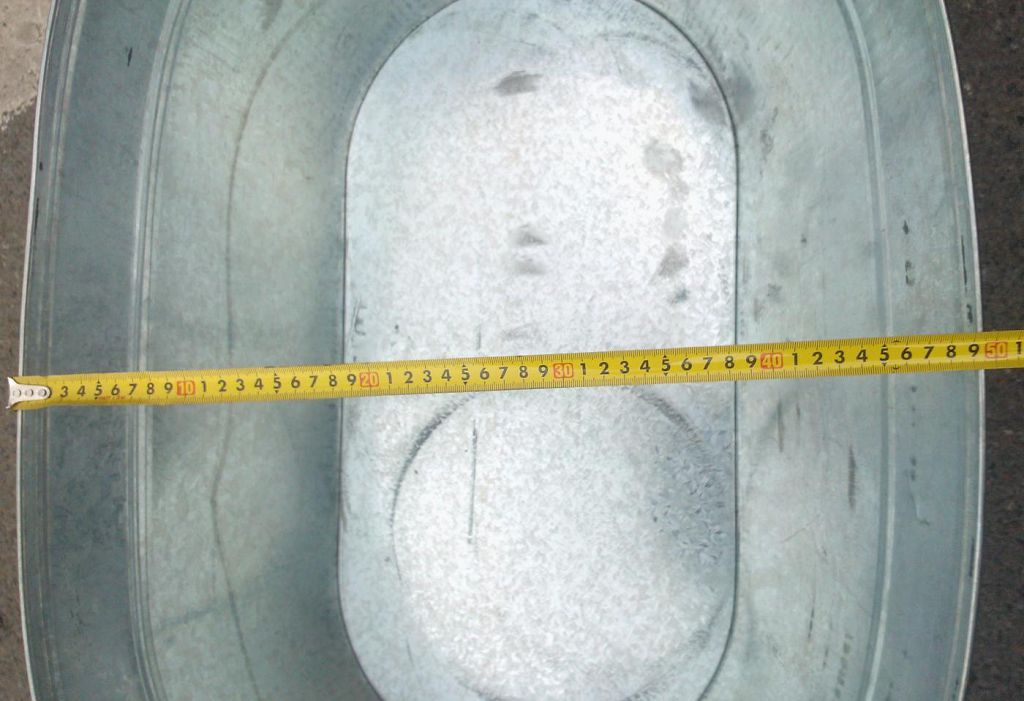
Ширина ванны

Ручки
Содержание материала
Сталь оцинкованная: технические параметры
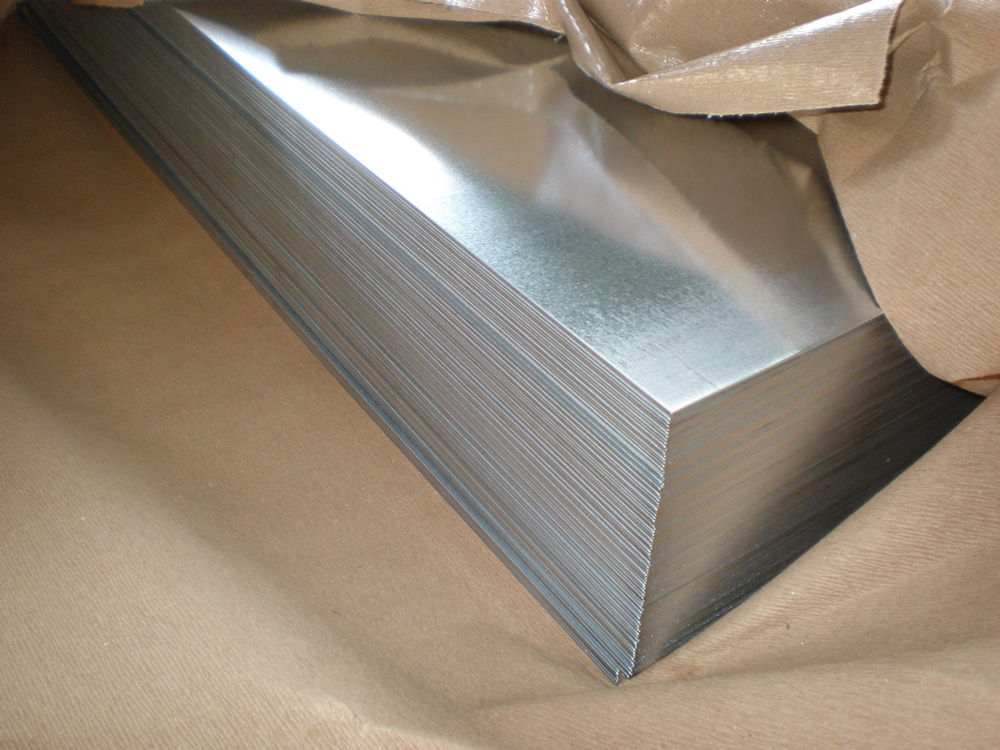
Для изготовления оцинкованных ванн используется листовая сталь толщиной 0,4–0,7 мм, толщина цинкового покрытия до 40 мкм. Увеличение жесткости геометрических форм достигается за счет усиления конструкции оцинкованной проволокой диаметром до 5 мм, из нее же делаются и ручки. Сталь оцинкованная должна отвечать техническим условиям ГОСТ 14918-80, для ванн нужно покупать марки стали для глубокой или весьма глубокой вытяжки. Поверхность листов может иметь узор кристаллизации или быть без него, на эксплуатационные свойства ванн этот показатель влияния не оказывает.
ГОСТ 14918-80. Файл для скачивания
Не рекомендуется приобретать листы с толщиной цинкового слоя до 18 мкм (масса цинка на квадратном метре менее 258 г), такая сталь быстро теряет свои первоначальные свойства.
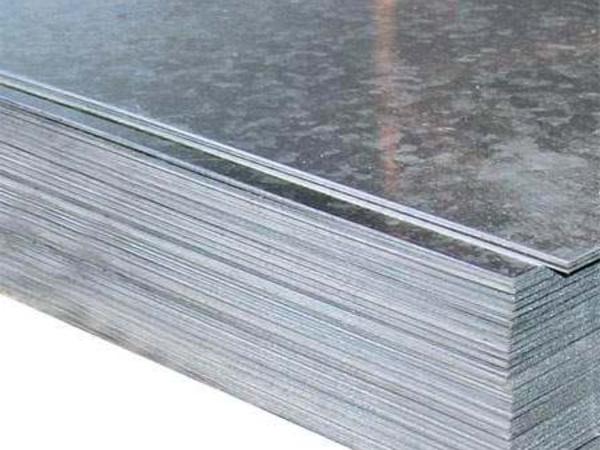
Сталь оцинкованная
Требования по качеству
Если есть возможность, то проверьте у продавца документы на оцинкованную сталь. В них должны указываться все технические требования к материалу. Если по каким-либо причинам это сделать невозможно, то качество металла можно приблизительно определить на глаз и при помощи простейших измерительных инструментов. Имейте в виду, что от качества листов во многом зависит конечный результат вашего труда. На что следует обращать внимание?
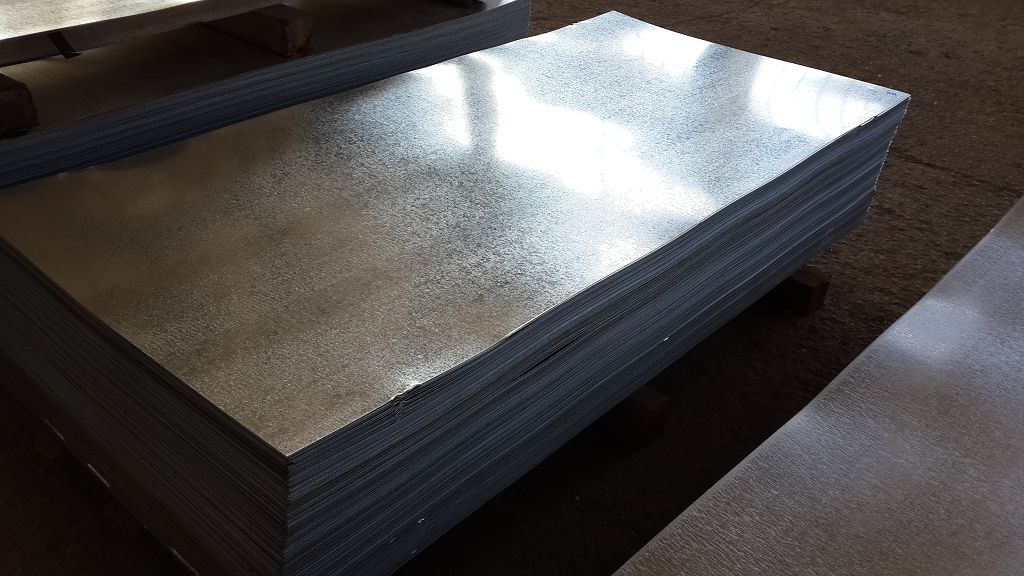
- Поверхность листов должна быть чистой, покрытие сплошным и без пропусков. Запрещаются наплывы и мелкие растрескивания.

Поверхность листов должна быть чистой
- На необрезных кромках не должно быть рванины глубиной, большей предельных отклонений по линейным размерам.
- Легкие царапины не могут превышать толщины цинкового покрытия. Могут быть следы от роликов прокатных станов, но они не должны делать вмятины на поверхности. Мелкие наслоения и наплывы допускаются действующими стандартами.
Качество поверхности должно соответствовать ГОСТ
- Разность по толщине покрытия не может превышать 8 мкм. Измерить этот параметр самостоятельно сложно, нужно довериться сертификату качества.
- Разность по толщине листовой стали не должна превышать 0,1 мм. Отличия по толщине для всех типов листовой стали допускается только в плюсовую сторону. Если есть уменьшение толщины, то покупать такой товар категорически не рекомендуется.
Разность по толщине листовой стали не должна превышать 0,1 мм
Во время приобретения листовой стали всегда делайте запас. Ванная имеет криволинейные формы, без отходов никак не обойтись, имейте это в виду.
Инструмент для изготовления изделий из оцинкованной листовой стали
Оборудование можно купить или сделать самостоятельно. Первый вариант быстрее, но намного дороже. Второй вариант дешевле, но требует времени. Что касается качества работ на самодельном и заводском оборудовании, то разницы нет, все зависит от квалификации мастера. Что нужно иметь для изготовления оцинкованной ванны?
Листогиб
Рама изготавливается из швеллера №17 (ширина 170 мм) и больше. Чем жестче рама, тем толще листы можно гнуть, кроме того, во время работы станок не деформируется, линия изгиба получается идеально ровной. Горизонтальная перемычка приваривается к двум ножкам с каждой стороны.

Ручной листогиб Metal Master LBM
Прижимная плита делается из десятого двутавра, для повышения жесткости внутри можно приварить равносторонний уголок 45×45 мм. Верхняя распорка полностью исключает прогиб прижима. Разгибание происходит постепенно, если вы планируете часто пользоваться листогибом, то принимайте все меры по повышению его жесткости.

Листогиб самодельный
Поворотная планка делается из труб Ø50 мм, фиксируется в станине на шарнирах. На поворотной планке лежит оцинкованный лист металла. Прижимная плита фиксируется эксцентриковыми зажимами, что существенно ускоряет процесс установки листа на станок.
Эксцентрики прочно фиксируют его, во время работы молотком материал не смещается. Эксцентрик состоит из вала, на котором фиксируется круглый диск со смещенным отверстием. Для увеличения усилия прижатия к диску приварен поворотный рычаг. Чтобы вставить лист в станок, нужно опустить рычаг (опустится прижимная планка), положить металл и поднять рычаг (поднимется прижимная планка и зафиксирует лист).

Рычаг, которым поднимают или опускают прижимную планку

Рычаг поднимают вверх
Рычаги нужно устанавливать с двух сторон листогиба, принцип изготовления и функционирования одинаковый. Для контроля угла изгиба листа сбоку рамы рекомендуется установить транспортир, а стрелку прикрепить к поворотной рамке.

Мастер вставляет заготовку

Транспортир указывает, на какой угол производится сгиб

Поднятие поворотной планки осуществляется на угол чуть больший, чем нужно согнуть металл

Металл согнут
Важно. Имейте в виду, что металл после изгиба всегда немного отходит назад, увеличивайте фактический угол загиба.
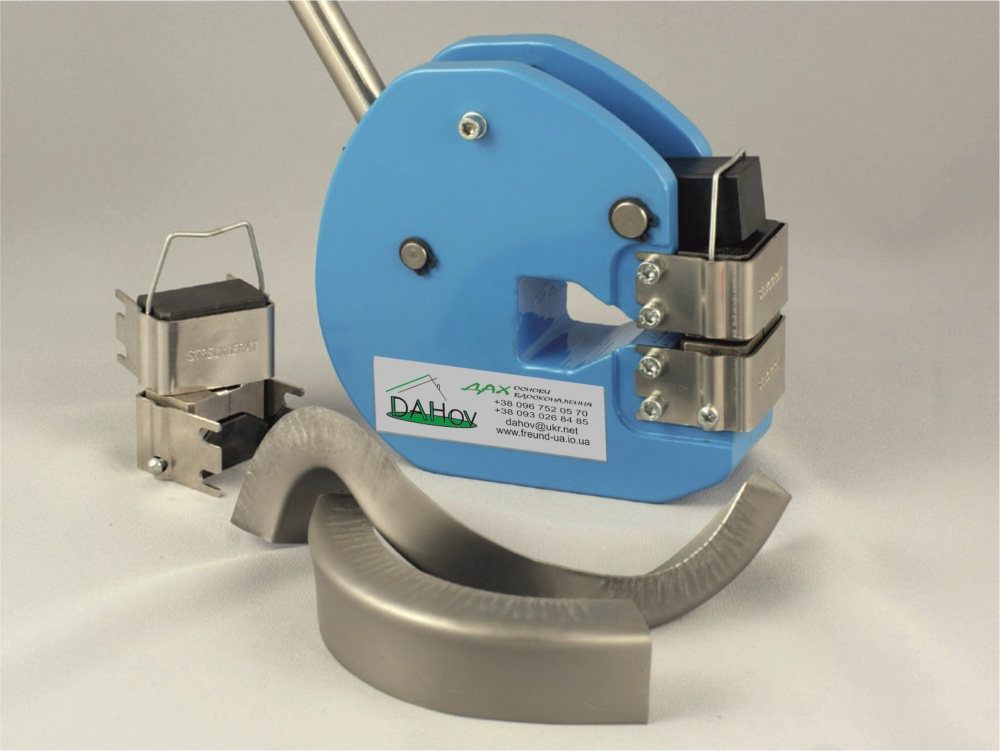
Шринкер
Приспособление позволяет гнуть листы оцинкованного металла около кромки, при необходимости стянуть или удлинить ее. Лист вставляется между двух губок, сделанных из очень прочной стали, при каждом нажатии рычага металл растягивается или сжимается. За счет этого лист сгибается в ту или иную сторону, круглые края ванны становятся ровными и без складок.
Шринкер

Самодельный шринкер

Растягивание металла шринкером

Сжатие металла
Роликовая гибочная машина
Используется для создания любых профилей по периметру ванной. Профили не только улучшают внешний вид изделия, но и значительно увеличивают прочность. Ролики следует отдельно изготавливать под каждый профиль. Начинать надо с самых используемых, а со временем по мере необходимости увеличивать набор.
Ролики попарно вставляются на оси и фиксируются специальными замками или прикручиваются обыкновенными болтами. Ручкой проворачивается один ролик, он захватывает лист и протягивает его между вторым. Перед началом работы надо поднять верхний ролик, в щель ставить металл и зажать ролик винтом. Винт надо затягивать сильно, в противном случае сила трения будет недостаточной для протягивания. Кроме того, профиль листа на выходе не будет отвечать профилю роликов.

Роликовая гибочная машина
Практический совет. Для того чтобы можно было ровно прокатать ребро, поставьте перед роликами горизонтальную площадку для упора. Она поможет постоянно держать оцинкованный лист в нужном положении и не смещать его во время изгиба.
На гибочном приспособлении можно сгибать кромку листа по окружности, это очень важно во время изготовления оцинкованной ванны. Для гибки по радиусу нужно лист несколько раз протягивать сквозь ролики. Если радиус довольно маленький, то на краях может появиться лишний металл, его следует сжать на шринкере.

Изготовление детали с криволинейным изгибом
Английское колесо
Используется для придания ровной поверхности листа сферического профиля. Приспособление состоит из следующих элементов.
- Станина. Сваривается из прочного швеллера или двутавра. Имеет два посадочных гнезда под нижний ролик и верхнее колесо.
- Верхнее колесо. Можно использовать шариковый подшипник диаметром не менее 100 мм. Чем больше диаметр внешней обоймы подшипника, тем легче будет работать на приспособлении. К раме колесо фиксируется при помощи неподвижной оси.
- Нижний ролик. Для работы следует заготовить комплект роликов с различными диаметрами, это позволит получать изгибы на листовом металле. Нижние ролики крепятся подвижно и в нужном положении фиксируются зажимным болтом.
Лист вставляется между колесом и роликом, нижний ролик плотно прижимается к колесу и фиксируется. Для получения нужного профиля металл циклично передвигается вперед/назад между элементами приспособления. Кривизна контролируется визуально, величина изгиба меняется за счет изменения диаметра роликов. На таком станке можно не только сделать выпуклые линии, но и вытянуть лист в сферу. Правда, качество изгиба во многом зависит от практических навыков. Если опыта совсем нет, то рекомендуется попрактиковаться на ненужных отрезках листовой стали. Если края получаются извилистыми, то их периодически следует усаживать на шринкере. В зависимости от степени изгиба операция повторяется несколько раз.

Английское колесо
Пресс
Позволяет изготавливать небольшие штампованные элементы. Они используются как для упрочнения ванны, так и в качестве элементов декора. Пресс состоит из прочной металлической рамы и автомобильного гидравлического домкрата. Для каждого профиля деталей надо изготавливать пресс-формы. Лист зажимается между половинками пресс-формы, в собранном виде вставляется в пресс и при помощи домкрата выдавливается нужный профиль.

Изготовление детали прессованием
Кроме этих специальных приспособлений, для изготовления ванны понадобятся ножницы по металлу, деревянный киянок, резиновый и металлический молотки, паяльник с припоем, дрель, рулетка и штангенциркуль, шило.
Пошаговая инструкция по изготовлению ванны
Шаг 1. Рассчитайте размеры ванны и сделайте на бумаге выкройки двух боковин. Выкройка дна делается только после соединения двух боковин. Не спешите сразу переносить размеры на оцинкованную сталь, несколько раз проверьте правильность расчетов.

Формулы и чертеж
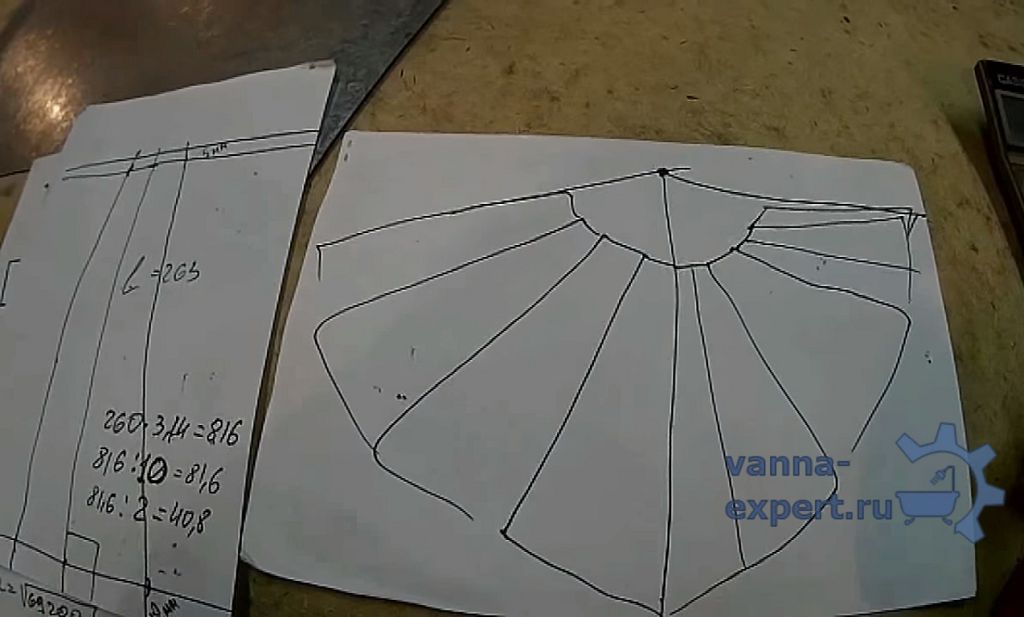
Развертка, чертеж
Практический совет. Во время переноса размеров на металл со стороны закладывания проволоки нужно оставить припуск. Его ширина равняется трем диаметрам проволоки.
Проволока закатывается по верхней кромке ванны для придания ей жесткости. С другой стороны заготовки надо оставить припуск на фальц крепления дна. В большинстве случаев достаточно пяти миллиметров припуска.
Шаг 2. Точно перенесите размеры на лист при помощи штангенциркуля или шила. Маркером пользоваться нельзя, он не дает нужной точности, а линии карандаша на цинке незаметны. Перед каждой меткой положение штангенциркуля нужно фиксировать специальным болтиком, в противном случае во время черчения линий он может изменить размеры.

Заготовка
Важно. Не забывайте о припусках под проволоку и развальцовку дна.
Шаг 3. Аккуратно ножницами по металлу вырежьте заготовки. На нижней части заготовки немного срежьте уголки, если этого не сделать, то они будут мешать во время приклепывания дна ванны. На дне ширина уголка примерно 6 мм, на боковине до 15 мм.

Обрезка уголков
Бока ванны состоят из двух частей, они должны быть полностью симметричными. Посередине каждой вырежьте небольшой треугольник с длиной стороны примерно 5 мм. При желании на роликовой гибочной машине можно сделать по окружности боковин профили. Они не только улучшают внешний вид, но и повышают прочность геометрических форм. Перед работой начертите линии расположения, во время пропускания деталей сквозь ролики не допускайте их смещения. Помните, что исправить брак очень сложно, а часто и вовсе невозможно.
Шаг 4. Приступайте к формированию нижнего фальца. Как это делается на специальных станках, мы выше рассказывали. Если нет станков, то работы можно выполнять вручную.
- На двух сторонах боковины штангенциркулем проведите линии. Одна шириной 6 мм, а противоположная 14 мм. Дело в том, что с противоположной стороны будет подсечка шириной 8 мм, а для этого надо увеличить расстояние от кромки.
На двух сторонах боковины штангенциркулем проведите линии
- Положите заготовку на ровный стол и молотком аккуратно согните первую кромку шириной 6 мм. Перевертите обратной стороной и немного загните кромку вовнутрь листа.
Молотком аккуратно согните первую кромку
- Согните лист по второй линии. Для этого нужно молотком бить по кромке первого загиба.
- Выровняйте фальц. Для равномерности зазора вставьте в него металлическую линейку и еще раз пройдитесь по боковой поверхности молотком.
Выровняйте фальц
- Такие же операции повторите и с другой стороны.



Важно. Имейте в виду, что крючки на одной детали должны загибаться в разные стороны, если это не так, то фальц невозможно соединить.
Шаг 5. Около фальцев с двух сторон боковины немного согните заготовки. Гнуть их можно на любой металлической трубе или гибочном станке. Изгибы нужны для того, чтобы облегчить соединение фальцев двух боковин.

Согните заготовки
Шаг 6. Шринкером вытяните края боковин ванной. Во время вытягивания постоянно контролируйте процесс, величину вытягивания изменяйте силой нажима рукоятки. Не допускайте проскальзывания прижимных губок, во время скольжения они могут повреждать цинковое покрытие на всю толщину. При отсутствии приспособления придется вытягивать металл вручную, делать это трудно и долго, да и качество значительно страдает. Изгибать надо до тех пор, пока фальцы на обеих половинках боковин ванны не сойдутся по одной линии.
Шаг 7. Вставьте фальцы друг в друга и заклепайте их.

Вставьте фальцы друг в друга и заклепайте их
При помощи киянки подровняйте поверхности, уберите резкие перегибы, сделайте плавными повороты. Клепайте несильными ударами по окружности, не загибайте сильно металл с одного захода, делайте это постепенно. После чрезмерно сильных ударов на металле могут появиться складки, на их выравнивание придется потерять много времени.
На дне отбейте отбортовку. Есть роликовая гибочная машина – отлично. Работы пойдут быстро и качественно. Если не такого приспособления, то отбортовку придется делать вручную. Ширина примерно пять миллиметров.

Сделайте разметку

Отбейте кромку

Кромка
Шаг 8. Снимите мерку дна. Для этого поставьте на лист металла боковую часть, отступите от загибки примерно 10 мм и начертите профиль дна. Отступите от краев до 10 мм и начертите еще одну линию, параллельную первой. Проверьте размеры, если все в норме, то вырезайте заготовку. По ней будет контролироваться процесс фальцовки.

Отмерьте нужное количество металла для дна

Снимите размеры дна

Начертите окружности

Внутренняя и наружная окружности
Шаг 9. Сформируйте торцы фальца. Мы уже упоминали, что делать это можно на станке или вручную. Не спешите, по несколько раз проходите по одной линии. Это самый ответственный этап изготовления оцинкованной ванны. Шринкером несколько раз сжимайте края. Если станка нет, то небольшие волны придется выравнивать ручным способом.

Сформируйте торцы фальца
Шаг 10. Вставьте в дно боковину и завальцуйте элементы. Делать это нужно в несколько приемов, постоянно передвигайте ванну по кругу.

Вставьте в дно боковину

Через проволоку сделайте канавку

Обрежьте бумагу

Подбейте молотком

Следите за качеством соединения
Практический совет. Неширокие края листа лучше загибать металлическим молотком. Киянок не обеспечивает нужной точности и плотности соединения.
Шаг 11. Завальцуйте по периметру ванны проволоку. Для этого следует отогнуть края, алгоритм работ описан выше. Для облегчения процесса вначале рекомендуется проволоку зафиксировать в нескольких местах, а потом делать круговую развальцовку. Из этой же проволоки делаются ручки. Элементы крепятся заклепками к боковине, лучше пользоваться алюминиевыми заклепками, они не ржавеют.

Сделайте разметку штангенциркулем

Вырежьте треугольник

Сделайте отгиб

Завальцуйте проволоку

Так должна выглядеть кромка
Теперь нужно ванну пропаять. Оцинкованное железо нельзя спаять обыкновенным оловом. Есть два варианта выхода из положения.
- Болгаркой с абразивным диском убрать слой цинка на месте пайки. Это долго и довольно опасно. Толщина листа маленькая, есть риски, что болгарка сделает сквозные отверстия.
- Использовать специальную технологию пайки. Этот способ считается оптимальным, на нем и остановимся.
Для паяния нужен большой паяльник мощностью не менее 200 Вт – железо следует сильно прогревать, а маломощный инструмент не в состоянии этого сделать. Как паять ванну?
- Очистите поверхности от грязи, закрепите ванну в удобном положении. Обеспечьте свободный доступ ко всей линии пайки.
- Тонкой кисточкой для рисования нанесите на шов соляную кислоту. Внимательно соблюдайте правила техники безопасности, это агрессивное химическое соединение. Если вы работаете в закрытом помещении, то следует использовать специальные индивидуальные средства защиты органов дыхания. Если работаете на улице, то становитесь с подветренной стороны.
- Горячим паяльником залудите шов обеих деталей, не спешите, не оставляйте пропусков. По мере расходования припоя добавляйте его под острие паяльника. Обращайте внимание, чтобы кислота полностью протравливала цинк, если остаются неподготовленные участки, то наносите кислоту повторно.
Пайка оцинковки

Практический совет. С кислотой работайте очень аккуратно. Все протравленные места должны быть закрыты припоем. В связи с такими требованиями, не лейте кислоту из бутылки на ванну, а пользуйтесь кисточкой.
Для пайки используйте припой ПОС-60, он содержит 60% олова и 40% свинца, плавится при температуре +190°С. Для гарантии рекомендуется паять ванну с двух сторон. Для нейтрализации остатков соляной кислоты после окончания пайки оцинкованную ванну нужно помыть водой с пищевой содой, а после этого прополоскать в проточной воде.
Заключение
Если вы намерены постоянно заниматься жестяными работами, то есть смысл делать специальные приспособления и изучать работу жестянщика. В настоящее время эти изделия довольно прибыльны, потребители убедились в «преимуществах» пластика и возвращаются к традиционным материалам. Если оцинкованная ванна требуется только в одном экземпляре, то намного целесообразнее отправиться в магазин и купить готовую продукцию. Состав акриловой ванны читайте на сайте.




ПОС токсичный припой (из-за свинца). Вещи, контактирующие с кожей человека или с питьевой водой, им паять нельзя. Оловом паяются.